 welding rod chart
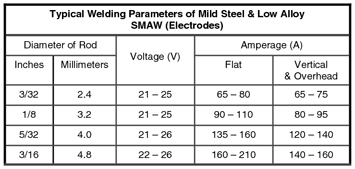
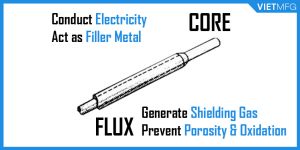
welding rod chart  The arc will sound erratic and look very bright. Stick welding rod selection is a bit complicated for beginners. Welding rods are available in different amounts, and it's a good idea to have both fast freeze and filler rods on-hand. Then leave a 3/32 long root face (or land) and a 1/16 long root gap. For general purpose welding, 6013 welding produces a smoother finished weld bead. An E6011 rod is a common choice among home welders and is ideal for welding the following: However, a strong arc makes an E6011 harder to use for beginners. All the common arc welding electrodes used for welding on carbon steel have characteristics that make them better suited for different situations: The fast freeze rods have a strong arc force that helps burn off surface impurities. More expensive machines are more reliable. As you create a weld the welding electrode covering disintegrates. Ksznm a szupergyors, profi fordtst s a folyamatos kommunikcit a rendelssel kapcsolatosan. Low-carbon steel cannot get hard enough to experience hydrogen cracking, except if it is thicker than 0.75 (19mm). A low-hydrogen E7018-1 rod deposits weld metal suitable to endure these conditions. stick arc smaw welding calculator zone miller chart rod selection parameters rods weld metal schools Furthermore, what about the proper electrode size and current? However, some others are not, for instance, identifying the metal type. This is a digging penetrating rod and is designed for putting the root bead on the inside of a piece of pipe. welding rod chart electrode arc electrodes stick rods numbers tips aws metal numbering shielded system types mean difference classification amperage A jvben egszen biztos ismt nt vlasztom, ha hivatalos fordtsra lesz szksgem, s szvesen ajnlom majd msoknak is. But stick welding very thin metals is tough and needs a lot of experience while giving poor results. There is also the E6010 rod that is similar but better than an E6011. Here is a shielded metal arc welding rod chartan amperage chart for stick welding rods and what happened definitely correlates with the optimum suggested amperage for each rod used. Also, it offers the best-looking beads and is easy to use. For example, with a welder that outputs 50-200 amps, you cannot use a 1/16 (1.6mm) E6013 rod that has a range of 20-40 amps. Probably a three-phase electric power supply. In the vertical position, 7018 is run uphill. This voltage is low, and you can use only rutile rods. Tamst hrom ajnlattev kzl vlasztottuk ki s jl dntttnk. If you use cellulosic or, even worse, rutile rods, the weld metal will become brittle and break if it takes impact. The filler rods don't penetrate as deep. If you weld joints with a tight fit-up, for instance, square joints without a root gap or beveling, cellulosic rods are more suitable. Moreover, all welders use different arc voltage for the same rod size and amperage. However, if you have to weld metals without cleaning them, you want to use rods with the strongest arc. Ki ksztheti el a dokumentumaim hivatalos fordtst? Direct current welding machines provide a steady current in one direction. Sure there are other stick welding rods like 7016, or 7014 for specialty applications but the most widely used are Big joints with a complex design or highly restricted joints that may crack if you weld them with cellulosic or rutile rods. You can use these rods for fillet welds (2F) in the horizontal position but not for groove welds (2G). Nagyon meg vagyok elgedve a munkjval. You should always choose a rod size thinner than the base metal. For the vertical-up position, after selecting a thinner rod, you lower the amperage by 10% to prevent overheating the puddle and the workpiece. Outside corner joints need even lower amperage to weld them. These ovens are very expensive. Stick rods 3/16 and larger are used for very thick and big workpieces that are not common and need a lot of experience to weld. welding chart electrode rod electrodes rods steel aluminum filler stick aws stainless mild standards selection arc guide metal weld table You set the machine to DCEP at about 85-90 amps. Ksznm! For these reasons, you set the amperage higher. dvzlettel. What Welding Respirator Do You Need for Home Welding? The type of flux material affects the amperage it takes to melt the rod, most of all the additional iron powder. If you have a very large and thick workpiece, it will absorb the heat at high rates. If you weld a butt weld in the flat position (1G), you set the amperage somewhat lower. The heat that goes into the base metal can blow through the metal and cause excessive warping. I call it stick welding, but a lot of people just call it arc welding. Their high metal deposition saves a lot of time. 7024 stick rod is used to lay down a heap of weld fasta really hot and big puddle to get things done quick if its flat or horizontaland run sweet on AC. smaw polarity welding dc electrodes stick coating ac vs lincolnelectric electrode chart aws e6010 types arc type rods table shielded For example, a 1/8 E7014 has an amperage range of 100-150. After that, you can fill the rest of the joint with 1/8 (3.2mm) or 5/32 (4mm) rods. HAZ is the discolored area next to the bead. You use different amperage for different welding positions for the same rod size. exit shielded metal arc welding rods and learn more about stick welding go to welding tips home page. welding arc fillet position chart rod electrode weld rods guide type groove wcwelding Megbzst mindig komolyan veszi, a munkt mindig idre elkszti. An example follows later. When you weld thin metals, for example, sheet metal, warping is very hard to avoid. rods Most stick welders output alternating current (AC) or direct current (DC). A 1 means that it is an all position rod. Nagyon gyors, precz s pontos. This is not unusual for cold-rolled mild steel. If you have a modern inverter DC power supply, you mightstill not be able to use E6010 rods. Make sure the rod size fits in the joint to offer deep root penetration. The welding rod and your metal you are welding are known in the welding industry as a 'welding circuit' (see image below). Thats because you weld with a fast welding speed, and the rod must melt fast enough. 6013 rods can also be run either up or down on vertical welds. Complete Guide. coating is high cellulose sodium, you can weld in all positions, it has deep penetration, and the tensile strength is 60,000 psi. Its like you weld with higher amperage. Weldments that suffer continuous or high impacts. Furthermore, small diameter rods tend to vibrate at the tip and require very steady hands. Low-quality steel with high levels of sulfur. Finally, you need a welding machine that can output high amperage to work with E7024 rods. dvzlet Victoribl Below is an arc welding chart from my old files. Get some 5/32 6011 and weld like hell. Kpalkot diagnosztikai berendezsek kziknyvnek angolrl magyarra trtn fordtsban, egyb angol nyelv mszaki szakanyagok magyarra trtn fordtsban szoktuk ignybe venni Nyeste Tams professzionlis fordti szolgltatsait. If the OCV is more than 70V, you can burn basic and cellulosic rods.
The arc will sound erratic and look very bright. Stick welding rod selection is a bit complicated for beginners. Welding rods are available in different amounts, and it's a good idea to have both fast freeze and filler rods on-hand. Then leave a 3/32 long root face (or land) and a 1/16 long root gap. For general purpose welding, 6013 welding produces a smoother finished weld bead. An E6011 rod is a common choice among home welders and is ideal for welding the following: However, a strong arc makes an E6011 harder to use for beginners. All the common arc welding electrodes used for welding on carbon steel have characteristics that make them better suited for different situations: The fast freeze rods have a strong arc force that helps burn off surface impurities. More expensive machines are more reliable. As you create a weld the welding electrode covering disintegrates. Ksznm a szupergyors, profi fordtst s a folyamatos kommunikcit a rendelssel kapcsolatosan. Low-carbon steel cannot get hard enough to experience hydrogen cracking, except if it is thicker than 0.75 (19mm). A low-hydrogen E7018-1 rod deposits weld metal suitable to endure these conditions. stick arc smaw welding calculator zone miller chart rod selection parameters rods weld metal schools Furthermore, what about the proper electrode size and current? However, some others are not, for instance, identifying the metal type. This is a digging penetrating rod and is designed for putting the root bead on the inside of a piece of pipe. welding rod chart electrode arc electrodes stick rods numbers tips aws metal numbering shielded system types mean difference classification amperage A jvben egszen biztos ismt nt vlasztom, ha hivatalos fordtsra lesz szksgem, s szvesen ajnlom majd msoknak is. But stick welding very thin metals is tough and needs a lot of experience while giving poor results. There is also the E6010 rod that is similar but better than an E6011. Here is a shielded metal arc welding rod chartan amperage chart for stick welding rods and what happened definitely correlates with the optimum suggested amperage for each rod used. Also, it offers the best-looking beads and is easy to use. For example, with a welder that outputs 50-200 amps, you cannot use a 1/16 (1.6mm) E6013 rod that has a range of 20-40 amps. Probably a three-phase electric power supply. In the vertical position, 7018 is run uphill. This voltage is low, and you can use only rutile rods. Tamst hrom ajnlattev kzl vlasztottuk ki s jl dntttnk. If you use cellulosic or, even worse, rutile rods, the weld metal will become brittle and break if it takes impact. The filler rods don't penetrate as deep. If you weld joints with a tight fit-up, for instance, square joints without a root gap or beveling, cellulosic rods are more suitable. Moreover, all welders use different arc voltage for the same rod size and amperage. However, if you have to weld metals without cleaning them, you want to use rods with the strongest arc. Ki ksztheti el a dokumentumaim hivatalos fordtst? Direct current welding machines provide a steady current in one direction. Sure there are other stick welding rods like 7016, or 7014 for specialty applications but the most widely used are Big joints with a complex design or highly restricted joints that may crack if you weld them with cellulosic or rutile rods. You can use these rods for fillet welds (2F) in the horizontal position but not for groove welds (2G). Nagyon meg vagyok elgedve a munkjval. You should always choose a rod size thinner than the base metal. For the vertical-up position, after selecting a thinner rod, you lower the amperage by 10% to prevent overheating the puddle and the workpiece. Outside corner joints need even lower amperage to weld them. These ovens are very expensive. Stick rods 3/16 and larger are used for very thick and big workpieces that are not common and need a lot of experience to weld. welding chart electrode rod electrodes rods steel aluminum filler stick aws stainless mild standards selection arc guide metal weld table You set the machine to DCEP at about 85-90 amps. Ksznm! For these reasons, you set the amperage higher. dvzlettel. What Welding Respirator Do You Need for Home Welding? The type of flux material affects the amperage it takes to melt the rod, most of all the additional iron powder. If you have a very large and thick workpiece, it will absorb the heat at high rates. If you weld a butt weld in the flat position (1G), you set the amperage somewhat lower. The heat that goes into the base metal can blow through the metal and cause excessive warping. I call it stick welding, but a lot of people just call it arc welding. Their high metal deposition saves a lot of time. 7024 stick rod is used to lay down a heap of weld fasta really hot and big puddle to get things done quick if its flat or horizontaland run sweet on AC. smaw polarity welding dc electrodes stick coating ac vs lincolnelectric electrode chart aws e6010 types arc type rods table shielded For example, a 1/8 E7014 has an amperage range of 100-150. After that, you can fill the rest of the joint with 1/8 (3.2mm) or 5/32 (4mm) rods. HAZ is the discolored area next to the bead. You use different amperage for different welding positions for the same rod size. exit shielded metal arc welding rods and learn more about stick welding go to welding tips home page. welding arc fillet position chart rod electrode weld rods guide type groove wcwelding Megbzst mindig komolyan veszi, a munkt mindig idre elkszti. An example follows later. When you weld thin metals, for example, sheet metal, warping is very hard to avoid. rods Most stick welders output alternating current (AC) or direct current (DC). A 1 means that it is an all position rod. Nagyon gyors, precz s pontos. This is not unusual for cold-rolled mild steel. If you have a modern inverter DC power supply, you mightstill not be able to use E6010 rods. Make sure the rod size fits in the joint to offer deep root penetration. The welding rod and your metal you are welding are known in the welding industry as a 'welding circuit' (see image below). Thats because you weld with a fast welding speed, and the rod must melt fast enough. 6013 rods can also be run either up or down on vertical welds. Complete Guide. coating is high cellulose sodium, you can weld in all positions, it has deep penetration, and the tensile strength is 60,000 psi. Its like you weld with higher amperage. Weldments that suffer continuous or high impacts. Furthermore, small diameter rods tend to vibrate at the tip and require very steady hands. Low-quality steel with high levels of sulfur. Finally, you need a welding machine that can output high amperage to work with E7024 rods. dvzlet Victoribl Below is an arc welding chart from my old files. Get some 5/32 6011 and weld like hell. Kpalkot diagnosztikai berendezsek kziknyvnek angolrl magyarra trtn fordtsban, egyb angol nyelv mszaki szakanyagok magyarra trtn fordtsban szoktuk ignybe venni Nyeste Tams professzionlis fordti szolgltatsait. If the OCV is more than 70V, you can burn basic and cellulosic rods.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
You select the amperage of a stick welding rod by setting it high enough to get the best penetration and fusion for the job at hand, just a step before too much heat gives you defects. Fast and reliable maintenance of outdoor equipment.
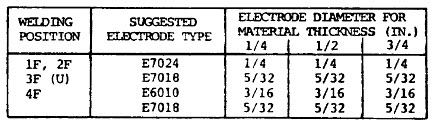
The rod sizes are for fill-freeze rods such as the E7018 and the E6013.Square butt joint with open root. Fordti szolgltatst msnak is szvesen tudom ajnlani. DC+ with electrode positive is the polarity typically used for shielded metal arc welding. I used 120 amps for the 5/32 6011 and for the 1/8 7024. for welding clean, new sheet metal. gyfeleim leginkbb szakmai tartalmak fordtst krtk tlem, gy tbbek kztt jogi, orvosi, mszaki, pnzgyi, kzgazdasgi tmj anyagokat fordtottam magyarrl angolra. chart welding rods tig result weld At the same time, there will be no side effects from too much heat. A helpful chart with the sizes and amperage range of popular stick welding electrodes. Tams mindig alapos s precz, a hatridket mindig pontosan betartja, s srgs esetben is mindig szmthatunk r. Korrekt r, precz munka! The basic flux also fights impurities of low-quality steel such as sulfur that can lead to hot cracking. Affordable welders output no more than 50V. Finally, they are harder to find and more expensive. For these welds, its best to use cellulosic rods only for the root pass. Even though mig and flux core welding are much faster for production welding, they have not replaced stick welding for portability, simplicity, and reliability. As a result, root penetration is reduced or even nonexistent. You consider many factors when selecting the best welding rod for the job at hand. You set another one at 100A, and it gives you 95A.
{kind=link}
You can use basic rods if the workpiece is large and heavy with a complicated or restricted joint. rajnlatltalnos rdekldsVisszajelzs, Szemlyes dokumentumok, okmnyok s okiratok hivatalos fordtsa magyarrl angolra, NAATI-akkreditlt tolmcs szolgltats hivatalos gyekhez. The kind of metal you want to weld is the most important thing to consider when selecting your rod. Several people emailed after seeing the last welding video about different types of welding and asked for a breakdown on shielded metal arcstick welding electrodes and what in the heck those numbers mean printed on the stick rods. Mire kell figyelni NAATI fordts rendelsekor: Erklcsi bizonytvnyok, anyaknyvi kivonatok, jogostvny: $35-tl $55-ig tartalomtl fggen, rettsgi, szakmunks bizonytvnyok, diplomk, oklevelek: $55-$100, Leckeknyvek, tantrgylersok, kzpiskolai bizonytvnyok: $15-$25/oldal, Vlsi hatrozatok, brsgi tletek, szerzdsek: $0,15-$0,20/sz, Fordts jogi nyilatkozat mellett (affidavit), Blattols (a forrsszveg rott formtumban van). These rods offer 60-70% deeper penetration than rutile or basic rods. The good news is that there are only a few commonly used mild steel stick electrodes. Munkjban tovbbi sikereket kvnok. Ajnlom t mindenkinek, aki fordtt keres. *After you figure that out, you have to use the last two digits together to figure out what the coating and polarity the electrode can be used with. The most common stick welding rod sizes are 3/32 (2.4mm), 1/8 (3.2mm), and 5/32 (4mm).
You need a solid 1 inch leg fillet weld on each side. Simple low-alloy steels. With the other rods, you can leave a root gap equal to the root face but no more than that. If you want true all-position rods capable of vertical down, choose cellulosic rods. welding electrode electrodes tig weldingtable blacksmith metric brazing weldinglife Carbon steel rods mention their tensile strength with the first two or sometimes three numbers of their designation. In the vertical weld position, 6010 and 6011 welding rods can be run either uphill or downhill. Rutile or even more basic rods have trouble with coated or dirty surfaces and require clean metal to work well. E7018 The exception to this is when you want to weld very thin metals, for example, 17 gauge sheet metal (1.4 mm) while the thinnest rod is 1/16 (1.6 mm). The big problem is that all welders display the amperage differently. manufacturer to be sure it's suitable for your particular rod.
{kind=link}
Tudom ajnlani mindenkinek. Copy and paste it, adding a note of your own, into your blog, a Web page, forums, a blog comment, The correct stick welding rod size is the largest one that fits in the joint so that you can have the proper penetration and fusion combined with high metal deposition. Fast-fill rods such as the E7024 offer high productivity and can save you a lot of time if you have a lot of work to do on thicker metals. The arc will not start easily, and the rod willstick to the base metal. build up weld. described in our Arc Welding Tutorial, a poor mans dry storage area is puddle. If you do not know what type of metal you are dealing with, Weldpundit has an in-depth article on metal identification. rm az gyintzs ilyen krlmnyek kzt. Basic rods create ductile welds that can withstand a lot of stress. The flux thickness depends on the amounts of slag the flux generates and the added iron powder. Can You Weld at Home? To weld a 3/16 thick workpiece with a 1/8 E6011 rod: To weld a 3/32 thick workpiece with a 3/32 E6013 rod (they have the same thickness): To weld a workpiece 3/16 thick with a 3/32 E7018 rod: The suggested amperage is for filler welds of Tee joints and DC+ polarity. welding rod chart arc stick rods pdf classification guide charts types weld larger table want metal sizes either understanding which Here is a comparison table of the most well-known welding rods for mild steel to get a quick overview.E6011E6013E7014E7024E7018Power supplycompatibility410974Beginner friendly61010107Penetration105657All position10778Dirty metals94543Sheet metal71083Thin metal79864Thick metal867810Hard-to-weld metals533410Appearance489108Deposition rate456106High fumes95667Easy Storage97772Most popular stick welding electrodes comparison table. But check with your electrode If you weld with AC, you set the amperage higher (10%) than DC. E6010 When you weld, you want the best penetration and fusion between the metals you work with. For example, you want to weld equipment exposed to very low temperatures, for instance, outdoors with -40F (-40C). Maximlisan elgedett vagyok Tams gyors, megbzhat s precz munkjval. welding rod filler electrode stick types rods table electrodes classification numbers aluminum guide different cast chart tig consumables current mean Ha akkreditlt NAATI fordtt keresel, j helyen jrsz. welding amperage Tams nagyon gyors szolgltatsval szinte nem lehet ms forditt egy napon emlteni. burnt porosity slag weld oxidation you know, the AWS stick electrode numbering system. The E6013, E6011, and perhaps the E7018 are the rods you will use to weld mild steel as a beginner. Ezt megelzen 15 vig Magyarorszgon dolgoztam. 2014. november 10. The bead looked ok but often when you run 6013 rods too cold, you wind up with a tunnel of slag down the middle of the bead with hardly any weld metal joined together. Csak ajnlani tudom! However, if you need to weld unfamiliar metals, there are rods for this job and will be described later in the article. OK, maybe I am exaggerating a tiny bit but moisture is very bad for arc welding rods because if they do get moisture in them they will tend to spatter, sometimes a lot. Csak ajnlani tudom! But If you want to skip all the mumbo jumbo and just want a down and dirty summary on mild steel types of welding rods, then here it is. Instead of burning through the metal, their soft arc will close the gap. Small diameter rods, for example, 1/16 (1.6mm) and 5/64 (2mm), are more challenging to weld with than common size rods. A circular or side-to-side motion can be used to build up weld or, because of the light flux coating, these rods can be stepped to provide maximum penetration. By selecting the largest possible rod size, you weld fast while avoiding putting too much heat in the joint. By doing so, you avoid blowing through the metal. E6013 This covering has what are called 'arc stabilizers' and they give off a shielding gas that forces air out which will contaminate and ruin your weld. The most commonly used are E6010, E6011, E6013, E7018, and E7024, 6010 are most commonly used for welding root passes in pipe and even for the fill passes on pipelines, 6011 are the cousin of 6010 and are designed to be used on AC, 6013 is the farmers rod and the rod most people use first when learning to weld, 7018 is used for pipe welding and structural steel welding, 7024 is used to lay down a heap of weld..a really hot and big puddle to get things done quick if its flat or horizontal. After you have selected the correct type and size, you select the correct amperage for the stick rod. Otherwise any storage that is moisture proof should All the basic rods are not suitable to weld vertical down. These rods can burn coatings and penetrate corroded metal with efficiency. The E7024 is a rutile rod similar to the E6013 and the E7014, but it has more iron powder in the flux. If the weldment serves more challenging conditions. They produce a slag that is not easy to remove and requires a lot of cleaning between the passes. After this general rule, you finetune the amperage by considering the following factors. Rutile rods are more suitable to weld thin metals, for example, less than 1/8 (3.2mm), because they create a soft arc that doesnt penetrate deep. If you get it wrong and use the wrong rod, you will have welding defects and a weld that can break in the future. For example, you set one welder to 100A, but in reality, it gives you 85A. chart welding rod pdf electrode steel brazing 45fc mild strength type purposes position purchase popular most You must use the low-hydrogen rods within 4 hours from the moment you open the package. See the chart below. A hitelestett fordtst PDF-ben 24 rn bell, de akr mr a megrendels napjn e-mailben tovbbtom. Szemlyes tapasztalatom, hogy akr fl ra alatt is van visszajelzsem klnfle szakmai fordtsokkal kapcsolatban s rban is kedvez. If the rod is thinner than that, you can weld, but the metal deposition rate is not satisfying. If you want to print it out you can either click the image for a larger view and click print or here is my stick welding rod chart in PDF format. Side Note: Do not bend your arc welding electrodes because the rods electrodes diameters An aggressive, digging rod that is DC only does not weld on AC and some inverters do not burn this rod well. products. With a slightly heavier slag covering, try to keep the arc in the Typically used to make a large weld with AC or DCEP in plate that is at least " thick, This rod is only for flat and horizontal weldingforget about using it for overhead or vertical up. And I am sure they have some slang terms as well. What Is Mill Scale on Hot-Rolled Steel: And How to Weld Through It. These sizes are enough to weld the most common projects with stick welding. Mr az rajnlatbl kiderlt, hogy profival van dolgom. What you are trying to achieve is to weld with the same heat as in the flat position. Socket welds could be welded with the 7018 and root passes could be welded with the 6010. Whether your welding machine is electric or portable, the power source will provide either alternating current or direct current to the electrode. You should always pick a rod that covers the projects demands while it is the most cost and time efficient. After that, you can weld the workpiece without defects. Now lets see what is the basic usage of these rods for beginners and home welders. A 2 means only flat and horizontal..thats why E7024 rods will attack you with molten blobs if you try to use them overhead. So if you set a high value to arc-force, you want to consider it when selecting your rods amperage. It will burn right thru the light rust and give you a strong weld that is bigger than you could get with a 1/8 rod. Smaller rods will create a smaller puddle that is easier to control. If the rod designation has a 2, for example, E7024, you can weld in the flat position. After that, use other rods with high levels of iron powder to fill the joint. First of all , lets get some terminology straight. To avoid this, you reduce the amperage. and How Long It Takes. To prevent this, you set the amperage slightly higher or preheat the base metal. The unique advantage of E7018 is that it contains low levels of hydrogen. But the entire circuit includes more than just the power source, it includes the: One cable from your welding machine is clamped to the 'work', and the other cable which also comes from the arc welding machine is for the rod holder. E7024 Most of the article is about low-carbon steel electrodes (or rods) and metals since they are the most popular. You should always check the rods packaging to know precisely the range.Stick rod1/161.6mm5/642.0mm3/322.4mm1/83.2mm5/324.0mm3/164.8mmE601060-9075-130120-165160-195E601125-4035-6560-9075-130120-165160-195E601325-5040-7065-9585-135125-175175-215E701475-105100-150135-200185-240E701870-11090-160130-220170-270E7024130-160165-225210-290E308L-1625-5550-8570-11595-145135-180ENiFe-CI70-8585-110110-140120-160E404350-8070-120110-150Stick welding electrodes amperage range per wire diameter DC+. Only a reliable ammeter (Wikipedia) can show you the actual amperage. However, you cannot use this rod for vertical, overhead, or horizontal butt welds. For example, instead of an E6013, you can pick an E7014 or, even better, an E7024. 2015. oktber 05. If the rod is too thick for the joint, the arc will not reach the root. With experience, you can use thicker rods with a higher amperage for faster results.DesignationMetal thicknessRod sizeAmpsE601113 ga / .093 (2.4 mm)5/64 (2 mm)50E601111 ga / .125 (3.2 mm)3/32 (2.4 mm)70E6011.188 (4.8 mm)1/8 (3.2 mm)95E6011.250 (6.4 mm)1/8115E6011.312 (8.0 mm)5/32 (4 mm)145E6011.375 (9.5 mm)5/32165E601313 ga / .093 (2.4 mm)5/64 (2 mm)55E601311 ga / .125 (3.2 mm)3/32 (2.4 mm)80E6013.188 (4.8 mm)1/8 (3.2 mm)100E6013.250 (6.4 mm)1/8120E6013.312 (8.0 mm)5/32 (4 mm)150E701811 ga / .125 (3.2 mm)3/32 (2.4 mm)80E7018.188 (4.8 mm)3/3295E7018.250 (6.4 mm)1/8 (3.2 mm)125E7018.312 (8.0 mm)1/8145E7018.375 (9.5 mm)5/32 (4 mm)175E7018.500 (12.8 mm)5/32210Stick welding rod amperage for fillet welds per metal thickness in gauge, inches, and mm.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
your Facebook account, or anywhere that someone would find this page valuable. 7024 lays down one of the smoothest and biggest beads of any rod.and if done right, the slag peels off like curly fries welding mig rod chart stick settings steel welder rods charts electrode smaw electrodes amps filler amperage current selection guides consumables But worst of all this can cause cracking in your welds, which is unacceptable. is the polarity typically used for shielded metal arc welding. The base metal will overheat and turn red, especially as you reach the joints end. an old refrigerator. So this number is the 'tensile strength' of the material (the weld you will create with the rod). The rods amperage range depends not only on the rods diameter but also on the flux type. E7018 helped build them. You will deal with more heat, UV rays, welding fumes, spatter, noise, etc. #3 Your brother in law wants you to help him weld a fender patch in his 92 nissan maxima. ..Way to complicated to remember all them so here is a chart to come back to. You dont have a 115 volt mig welder but you do have a small stick welding machine. Or you could use a thicker 1/8 rod and 130A to weld faster. It would be best if you wait between each pass so that the heat drops. Also, there could be slag inclusions under the weld metal. Thanks Tams!
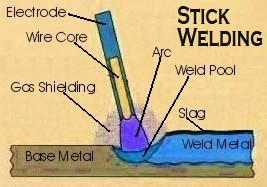
Thats a lot of passes. Ezen kvl tolmcsoltam konferencikon, eladsokon, zleti trgyalsokon. If you use cellulosic rods, it is always preferred to leave a thin root gap such as in the previous example since they penetrate more. For these metals, you select rods with 70ksi tensile strength (in reality, around 80ksi). How to select amperage for a stick welding rod? 7018 required better rod control but does provide the strongest weld for These inclusions make the weld metal weaker. Some welders may provide both. For example, if you use mild steel to weld a simple fabrication, you can use a simple E6013 instead of a low-hydrogen E7018. welding chart rod thickness stick metal amps vs mig rods table weldingweb visit Most common stick rods weld in all positions, but most are not suitable for vertical down, even if they indicate all position welding. Different rod types can have the same wire diameter but different total thicknesses. If you are new to stick welding (SMAW), it is more helpful to select rutile rods, for example, E6013 and E7014, for your first practice welds and your first welding projects. As However, using arc force is like you are welding with higher amperage. This is a single V butt joint. Clszer a fordtnl rkrdezni vagy a A fordtson mindig szerepeljen a fordti zradk, a fordt pecstje, akrsa, a dtum, valamint legyen a PDF-hez csatolva a magyar Ksznjk a gyors s precz fordtst, mellyel maximlisan elgedettek vagyunk. The bevel angle is 37.5 degrees, the gap is 1/8 with a 1/8 land, the root pass is uphill 6010 and you are permitted to run a hot pass with 6010 also to burn out any slag or wagon tracks left by the root pass. welding stick rod diagram electrode electrodes filler rods types polarity guide welders very similar to a E6010 but will run well on ACThis electrode is used for all-position AC welding or for welding on rusty, dirty, less-than-new metal. NAATI hiteles fordtsra meleg szvvel ajnlom t. The image of the ovens are specifically for drying electrodes like this portable electrode drying oven. Use rutile rods if the joint has a large or irregular gap. In a nutshell, electrodes for low-carbon and low-alloy steels have a designation that indicates: For example, the designation of the low-hydrogen E7018-1 rod: The rod designations of other metals such as stainless steel or cast iron indicate the chemical composition. Except if youweld magnetized metals. 1/8 and thinner rutile rods can weld vertical down, but thicker ones cannot. Even if the metals are thick and heavy. The bead will be too wide and flat with some undercut. In parts of Europe its referred to as MMA or manual metal arc welding. Experienced welders can use thicker rods on thinner metals, which is helpful since thin rod diameters are becoming harder to find and more expensive. Stabilizers in the flux make 6013 welding electrodes one of the simplest rods to use. you should not use it. Ausztrliban 2013-ban szereztem meg NAATI akkreditcimat s azta tbb szz gyfelemnek segtettem eljrni az ausztrl hivatalok s szervek eltt. An E7018 also welds joints that must endure stresses the other rod types cannot withstand. At least 50% of the flux is iron powder. Nzz krl s vedd fel velem a kapcsolatot, ha tudok valamiben segteni vagy, ha krdsed van. And of course it contains the metal filler which creates your weld. Mr ajnlottuk Tamst bartainknak s tovbbra is fogjuk. OCV is the voltage between the rod and the working clamp (or ground clamp) before the arc starts. Welcome, I am Andrew, the owner, and writer of Weldpundit.com. Suppose you weld a fillet in the horizontal position (2F), set the amperage equal to the rods average amperage range. What are the most common stick rods for home welding? They This way, you prevent blowing through the metal.
{kind=link}
{kind=link}