 You can then take advantage of the leverage it affords (you know the principle). A pipe (conduit) bender may be found at Home Depot or similar stores. Just cut out the traced jig. Your wood should be somewhat thicker than the diameter of the tube you wish to bend. To determine the length of the pipe in the bend, reposition the pipe against the square. Reply Equipment Needed Step two is to bend! you will need the added leverage it affords. 11 years ago Aluminum pipe is a type of metal that can be bent without kinking, but it needs to be done carefully. It is equally important, when making any grooved pulley or bending jig, for the grooved edges of the form to be strong enough to resist the flattening and widening of the tube. benders A square (not shown) is used to make sure your pipe is at a correct right angle. Ultralight builders utilize a lot of pre-bent aluminum tubing in structural elements but these components are, ordinarily, purchased pre-cut and pre-bent from the factory or supplier. If warpage is present, a twisting pressure in the proper direction will take out the warp. You will need a large rugged vise. element during the entire bend. Find the beginning of the bend on your bending die. You may want to practice with some cheap amluminum conduit to get the hang of it. This instrument is used by electricians to bend pipe without crimping it (go to www.homedepot.com and search for pipe bender, sku # 784795, $14.98). 9 years ago
You can then take advantage of the leverage it affords (you know the principle). A pipe (conduit) bender may be found at Home Depot or similar stores. Just cut out the traced jig. Your wood should be somewhat thicker than the diameter of the tube you wish to bend. To determine the length of the pipe in the bend, reposition the pipe against the square. Reply Equipment Needed Step two is to bend! you will need the added leverage it affords. 11 years ago Aluminum pipe is a type of metal that can be bent without kinking, but it needs to be done carefully. It is equally important, when making any grooved pulley or bending jig, for the grooved edges of the form to be strong enough to resist the flattening and widening of the tube. benders A square (not shown) is used to make sure your pipe is at a correct right angle. Ultralight builders utilize a lot of pre-bent aluminum tubing in structural elements but these components are, ordinarily, purchased pre-cut and pre-bent from the factory or supplier. If warpage is present, a twisting pressure in the proper direction will take out the warp. You will need a large rugged vise. element during the entire bend. Find the beginning of the bend on your bending die. You may want to practice with some cheap amluminum conduit to get the hang of it. This instrument is used by electricians to bend pipe without crimping it (go to www.homedepot.com and search for pipe bender, sku # 784795, $14.98). 9 years ago {kind=link}
{kind=link}
 Just about the only copper tubes used in homebuilts are the oil pressure line and the primer lines. on Step 4. tube tubing bending without kinking bender pipe homemade
Just about the only copper tubes used in homebuilts are the oil pressure line and the primer lines. on Step 4. tube tubing bending without kinking bender pipe homemade {kind=link}
 What is the difference between fixed inputs and variable inputs? A. I have some 1/2 inch aluminum tubing that I want to put some "U" bends in.
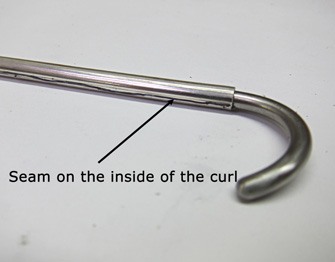
What is the difference between fixed inputs and variable inputs? A. I have some 1/2 inch aluminum tubing that I want to put some "U" bends in.  on Introduction. 1. The transition from grip area to start-of-bend was made as smooth as possible. +1 on filling with sand-it appears in old school DIY magazines I have. bending tubing pex jigs crafting Silly questions. and use DRY sand and tamp very tight. There are 7 references cited in this article, which can be found at the bottom of the page. Youll need to anneal anything tougher than 5054 aluminum by heating it along the bend line. wikihow curvar The larger the tube diameter, the greater the pressure you must exert to make it bend. I am interested in a little more detail with regards to Ed Bowe's comment about wrapping the piece in fiberglass and heating it. Obviously, you cannot bend the tube very much in any one place if your bend requires a radius many times larger than the bending device pulley. I must make clear that we will NEVER post any of these findings as fact unless we have personally proved them out. When you bend the tube it won't kink or deform. First, the clamp area was made to hold the tube with more surface area, and the clamp was bead blasted for max grip.
on Introduction. 1. The transition from grip area to start-of-bend was made as smooth as possible. +1 on filling with sand-it appears in old school DIY magazines I have. bending tubing pex jigs crafting Silly questions. and use DRY sand and tamp very tight. There are 7 references cited in this article, which can be found at the bottom of the page. Youll need to anneal anything tougher than 5054 aluminum by heating it along the bend line. wikihow curvar The larger the tube diameter, the greater the pressure you must exert to make it bend. I am interested in a little more detail with regards to Ed Bowe's comment about wrapping the piece in fiberglass and heating it. Obviously, you cannot bend the tube very much in any one place if your bend requires a radius many times larger than the bending device pulley. I must make clear that we will NEVER post any of these findings as fact unless we have personally proved them out. When you bend the tube it won't kink or deform. First, the clamp area was made to hold the tube with more surface area, and the clamp was bead blasted for max grip. {kind=link}
{kind=link}
Mandrels being used in the process calls for a more costly bender, but will theoretically produce a higher quality bend in thinner wall tubing. Building a Tube and Fabric Airplane Part 2, Building a Tube and Fabric Airplane Part 1. Not even if you had a form to bend it around. I bought a small tubing bender from Harbor Freight that bends brass or aluminum tubing in three diameters down to 1/8". A mandrel is put within the tube during various tube bending processes to prevent the tube from collapsing. Have fun. We apologize for any inconvenience. just remember to bring your templates, too. After completing the bend, the tube has to be reheated to melt out the alloy. An even greater improvement would be to make the routed groove somewhat deeper so that the tubing will nestle in it beyond its half diameter. The pressure die and wiping die are made of aluminum or bronze and are used to maintain the work pieces shape and surface as it glides past. To date it has taken about 11 mo. This is the extent of my experiments to date. That means the bending process may become quite long as you have to bend a bit, check the bend in the tube against a template, etc. Your tube is now ready for bending. Do not forget to check the tubing after the bending is completed to be sure that it is not twisted, as viewed from the ends. One end should be clamped to a form. Last Updated: October 15, 2019 I imagine you could place your pipe into a freezer, as long as it will fit. Fill the pipe halfway with sand or other filler, then fasten three layers of window screening with double hose clamps on the ends. Allow an extra 12" on each end for tubing up to 3/4" in diameter. Share it with us! pipes bend bends Some line isn't round, so has less drag when pulling it out. Bending causes the metal to harden somewhat. The max bend on the .125 is 15 degrees. We use cookies to make wikiHow great. I am using a 3" radius. Do not be lulled into thinking that simply because 3/8" aluminum fuel lines are rather ductile you can easily form them by hand. Please enable cookies in your browser. The material will return to a t-6 temper within a week (age hardening aluminum alloy); watch for any (orange peeling) of the surface as this is a sign of work hardening that you want to stress relieve before you go any further. I've never done this before. So, by heating the tubing you can anneal it and continue the bending carefully after the tube cools. the pipe benders do. We are currently experiencing some issues with slow log ins. sure, plug the bottom first. It dries real quick & my aluminum pipes don't flatten/kink when I bend them. Commercially the most common aluminium temper is T5 (cooled after processing). on Introduction, Reply I have an Imperial Eastman tubing bender that does an excelent job so long as the material is forgiving. Most of the tubing we use in homebuilts is either 1/2" or 3/4" in diameter (sometimes 5/8", too). Here, I show a quick and dirty method to bend aluminum tubing. Ultimately, the tube will suddenly bend sharply and fracture. Step 3: Put it all together. 12 years ago I LOVE your boat. A filler material (sand, bending alloy or salt) for those hard to make bends. I don't so, I just used a jigsaw. Because of the amount of heat required, MIG welding is appropriate for thinner gauges of aluminum sheets. on Introduction. |. Oftentimes if you're trying to bend thin walled tubing, you can fill it with sand and TIGHTLY cap the ends before bending (no sand leakage). The die must be absolutely grease free and the compression element must be well lubricated at its two contact points. The bend radius for all tubing is 8" with the maximum bend being 90 degrees (.058). Plug the bottom end of the tube with a wood plug and pour in the sand. Figure 5shows some options for making grooved tube bending devices, be they pulley types or the simple wood jig types. If the tube bender you have access to is made for larger diameter tubing you probably shouldn't use it as it might cause your bends to flatten excessively. A more effective filler, of course, is any of the commercial bending alloys, CERROBEND, for example. Preferred browsers: Google Chrome, FireFox, or Microsoft Edge. You don't need much in the way of equipment or materials to make good uniform bends. % of people told us that this article helped them. (I understand that salt works as well although I have never tried it.) Aluminum tubing is not only used for fuel lines, it is also used for windshield and canopy bows and wing tip bows, too. Discussion in 'The Hokey Ass Message Board' started by Zor, Jul 25, 2008. This percent elongation for aluminium needs to be evaluated correctly to avoid jeopardising the outcome of the process. I've seen bismuth and heat used with good success. Why is that? bend tubing mandrel bender kinking lgth fab metal looking tube inch radius without aio too much end The trick is to get it hot and let it cool in its blanket until about 100 F and bend it from there. It will ordinarily take much longer than you would expect. Allow even more for larger diameters . It should allow you to make simple bends with a high degree of success provided it can accommodate the diameter of the tubing you need to bend. My recommendation would be to try the easiest (cold working) first, then if acceptable results are not achieved, try either of the other two (as they produce similar results). To avoid creasing under stress, a wiper die holds the tube in tension. An improved variation of the plywood bending jig (form) is one with its edges grooved to the diameter of the tube for which it is intended. {"smallUrl":"https:\/\/www.wikihow.com\/images\/thumb\/1\/10\/Bend-Aluminum-Pipe-Step-1.jpg\/v4-460px-Bend-Aluminum-Pipe-Step-1.jpg","bigUrl":"\/images\/thumb\/1\/10\/Bend-Aluminum-Pipe-Step-1.jpg\/aid1183248-v4-728px-Bend-Aluminum-Pipe-Step-1.jpg","smallWidth":460,"smallHeight":296,"bigWidth":728,"bigHeight":469,"licensing":"
{kind=link}
{kind=link}
{kind=link}
License: Creative Commons<\/a> License: Creative Commons<\/a> License: Creative Commons<\/a> License: Creative Commons<\/a> License: Creative Commons<\/a>
\n<\/p>
\n<\/p><\/div>"}, {"smallUrl":"https:\/\/www.wikihow.com\/images\/thumb\/2\/2b\/Bend-Aluminum-Pipe-Step-2.jpg\/v4-460px-Bend-Aluminum-Pipe-Step-2.jpg","bigUrl":"\/images\/thumb\/2\/2b\/Bend-Aluminum-Pipe-Step-2.jpg\/aid1183248-v4-728px-Bend-Aluminum-Pipe-Step-2.jpg","smallWidth":460,"smallHeight":296,"bigWidth":728,"bigHeight":469,"licensing":"
\n<\/p>
\n<\/p><\/div>"}, {"smallUrl":"https:\/\/www.wikihow.com\/images\/thumb\/4\/4e\/Bend-Aluminum-Pipe-Step-3.jpg\/v4-460px-Bend-Aluminum-Pipe-Step-3.jpg","bigUrl":"\/images\/thumb\/4\/4e\/Bend-Aluminum-Pipe-Step-3.jpg\/aid1183248-v4-728px-Bend-Aluminum-Pipe-Step-3.jpg","smallWidth":460,"smallHeight":296,"bigWidth":728,"bigHeight":469,"licensing":"
\n<\/p>
\n<\/p><\/div>"}, {"smallUrl":"https:\/\/www.wikihow.com\/images\/thumb\/d\/df\/Bend-Aluminum-Pipe-Step-4.jpg\/v4-460px-Bend-Aluminum-Pipe-Step-4.jpg","bigUrl":"\/images\/thumb\/d\/df\/Bend-Aluminum-Pipe-Step-4.jpg\/aid1183248-v4-728px-Bend-Aluminum-Pipe-Step-4.jpg","smallWidth":460,"smallHeight":296,"bigWidth":728,"bigHeight":469,"licensing":"
\n<\/p>
\n<\/p><\/div>"}, {"smallUrl":"https:\/\/www.wikihow.com\/images\/thumb\/c\/ce\/Bend-Aluminum-Pipe-Step-5.jpg\/v4-460px-Bend-Aluminum-Pipe-Step-5.jpg","bigUrl":"\/images\/thumb\/c\/ce\/Bend-Aluminum-Pipe-Step-5.jpg\/aid1183248-v4-728px-Bend-Aluminum-Pipe-Step-5.jpg","smallWidth":460,"smallHeight":296,"bigWidth":728,"bigHeight":469,"licensing":"
\n<\/p>
\n<\/p><\/div>"}, https://www.youtube.com/watch?v=w9GOBXdK11g, https://www.youtube.com/watch?v=WPNN46B87mw, https://www.youtube.com/watch?v=GEKE9AOdXO4, http://www.metalgeek.com/archives/2005/05/01/000047.php, https://www.youtube.com/watch?v=3n_lf2RHIPs, http://pdf.lowes.com/howtoguides/783250740345_how.pdf, https://timberridgedesigns.com/bending-aluminum-tubing-tips-tricks-and-diy-help/. How Technology Has Transformed the Financial Industry. The first step is to close one of the pipes ends. In short, bend it cold. 4. In addition to bending and roll bending, Tecnocurve can also perform boring and slotting before bending, with the aid of a laser tube. JavaScript is required to operate this site. I am documenting how I built a new bow rail for my sailboat. This provides some support from inside and helps prevent it collapsing. The external appearance of aluminium makes it ideal for highly visible parts. A substitute for the vise would be a good solid immobilized bench to which you could bolt a bending device horizontally. If you are not trying a real tight curve, then this should keep kinks from forming.Another way I have seen, but never tried, is to freeze water in the tubes, and then bend them. wikiHow is a wiki, similar to Wikipedia, which means that many of our articles are co-written by multiple authors. Q. . Cookies are required for this site to operate correctly. the wrinkles are killing me. Bending Procedures Disclaimer: It's not possible to fully diagnose a finishing problem or the hazards of an operation via these pages. I bet that higher quality precision tubing benders are available. . In addition to freeing both hands (and in some cases, feet), it will enable you to more precisely apply the bending pressure to the tubing. At this point, multiply by four for a 90-degree pipe turn. I've used ice in the tube for similar bending jobs. Here, I trace the curve that I want on some scrap lumber. bend circle 2. tubing spring bender tube copper type bent shape bend 2008 toolmonger tools bending tramadol pharmacy pipe Try McMaster Carr; they have everything. No matter how you go about bending a length of tubing, you will find it much easier to do if the piece is long enough. Lay it on a flat surface for a quick check. After the sand shows no further sign of settling, drive a wood plug into the top end of the tube being sure it bottoms solidly against the sand. Depending on the pipe and tube size as well as the radius size, these bend dies may cost anywhere from $2,000 to $10,000. When cool enough to hold without gloves it is ready to bend. Pat, if you try nylon line, lube it really well, since it can be a booger to pull out! I pack with sand, go slow, go fast, use lube/ no lube, still no luck. Each of these will provide different results (and you may be limited based on readily available apparati). To create this article, 20 people, some anonymous, worked to edit and improve it over time. However, since it is unlikely that most of us could find an economical source for a bending alloy, the sand treatment is and will continue to be the one most used by homebuilders. There is another way to reduce the risk of making a poor bend. Templates cut from plywood. Then you would place it over some hard curved surface and push down hard on both ends of the tube . Making a Right Angle Bend (Method 2). Would doing a jig like this, but for a small 3 or 4 inch radius work for 1/2" conduit? Thin wall tubing is more difficult to bend successfully because it is very quick to flatten and buckle. I bent .095 wall, 1' 6061 T6 with minor flattening and no wrinkles to 180 deg+. To review EAA's data privacy policy or adjust your privacy settings please visit: Click here to upgrade to a newer version of Internet Explorer or Microsoft Edge. Reply Bending Copper Pipes Using Some Plumbing Tools. bends kinking lmctruck Annealing should be done at 775 F for 2 to 3 hours followed by controlled cooling at 50 F per hour down to 500 F, then air cool. The method is significantly easier for individuals who need to measure the radius of a pipe that has already been bent.
{kind=link}
{kind=link}
{kind=link}